超声探伤中不同形态的焊缝余高产生的干扰波是常见的干扰信号焊缝探伤的变角回波以及余高干扰波无论斜探头角度多大都有可能存在遇到此类按常规方法定位于熔合线附近或母材内的回波须认真地观察外形更换探头角度双面双侧探测、精确定位分析、必要时打磨焊缝等以避免造成误判。
1、余高干扰波产生原理
当声波入射到焊缝下表面余高上时会产生波型转换转换成反射横波和反射纵波也称为变型横波和变型纵波沿余高表面由于高低不平导致声波入射角度各不相同因此各点反射横波和反射纵波的传播方向不同反射横波和反射纵波传到上表面又在上表面余高上反射部分沿原路径返回被探伤接收。
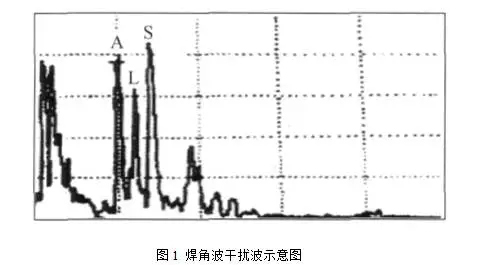
图1为焊角波和干扰波示意图其中焊角波A、反射纵波L及反射横波S有时同时出现有时只出现A波和S波有时甚至只出现三个波中的一个这完全取决于焊缝不同处的形态随着探头的前后移动A、L和S波也随之前后移动。移动过程中视觉误差范围内三个波之间的间距保持不变且幅度变化是一致的。焊缝局部还有可能出现横波干扰波的多次反射波。接下来对不同形状余高产生的干扰波逐一分析,德国进口烟气分析仪并给出解决方法。
2、余高干扰波分析
2.1余高过高
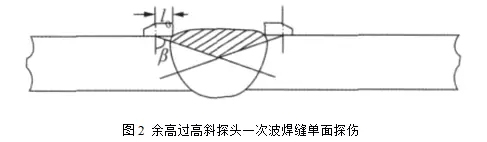
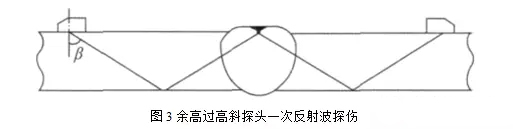
焊缝余高过高时会出现顶部盲区。采用斜探头一次波进行焊缝单面探伤时(图2)克服顶部盲区的方法是采用小前沿、大K值的探头。采用斜探头一次反射波进行焊缝单面探伤时(图3)克服顶部盲区的办法是减小探头角度。
2.2余高过宽
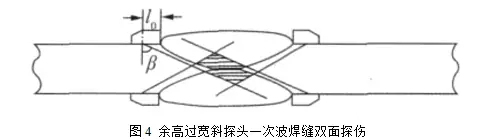
焊缝余高过宽时会出现焊缝中部盲区克服中部盲区的办法是增大探头角度和减小探头前沿长度(图4).
2.3中厚板对接焊缝余高
中厚板对接焊缝超声波探伤时探头下扩散声束在焊缝表面的反射回波很容易被误判为缺陷。如在厚板焊缝中(T=50mm左右)常发现距背面4~10mm深度范围内的熔合线附近有不同长度连续的超标反射波(图5).
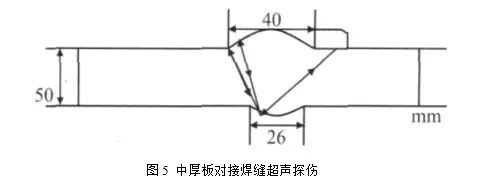
对于这种反射波按照常规的判断很容易被评定为未熔合或母材中的缺陷。当拍打背面焊缝区时波幅变化不明显然而砂轮打磨背面焊缝时可见波幅逐渐降低直至消失这说明该反射波是来自于背焊缝的焊缝表面。此种现象极易导致误判,造成不应该的返修。
3、焊缝余高干扰回波的判断
假回波的反射面在焊缝表面,深度指示远小于板厚其原因是仪器的指示均根据轴线声束的声程计算而来但声束是会扩散的若反射面只有利于扩散角内某部分声束反射时其所得回波再用轴线声束计算显然会出现错误。
同样道理在图6所示焊缝探伤时若A点处焊缝表面不利于轴线声束反射而只与下扩散角范围内某部分声束相垂直时则得到较高的回波其仪器提供的深度和水平距离却错误地被指示为C点。
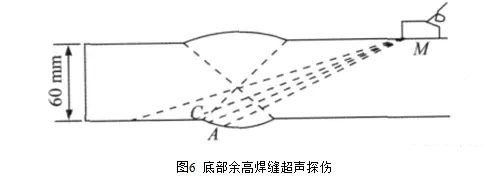
实际上无论探头角度多大这种扩散声束在焊缝表面引起的假缺陷回波现象都有可能存在主要决定于有效反射面的大小、方向、形状和光洁度等。如为了和变型波加以区别把该波称为变角回波更为直观。焊缝中的这种回波并非缺陷回波是探头下扩散角内的某一声束在焊缝表面反射的回波。







